|

VW
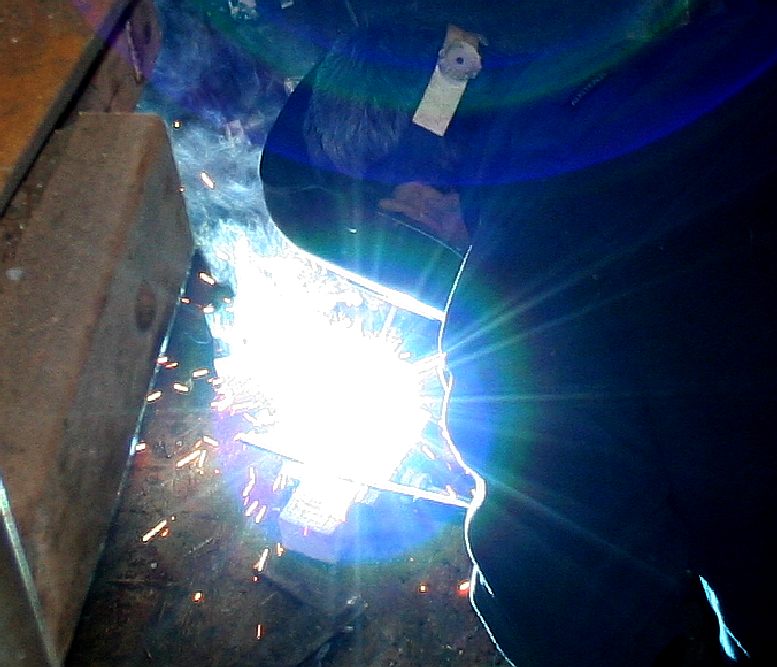
CAMPER COMBI VAN - In this picture a veteran welder is repairing the
Miss
Ocean tour bus, a Volkswagen bus that is set to be one of the finest
surfing wagons around. A new chassis member is being welded into
position using one of the latest digital MIG machines from R-Tech.
Copyright photograph © 5 December 2016. You will need the permission of
Bluebird Marine Systems to use this photograph except for research,
educational or media review purposes.
The
ability to join two pieces of metal to produce a strong
and reliable joint, in the comfort of your garage, is
one of the miracles of the modern age. Without
this ability (agreed this is dependent on the skill of
the operator) many brilliant home build vehicles would
not see the light of day. I was self taught,
having read just about everything I could lay my hands on about the
theory. My first welder was an Oxford Bantam arc welder - hence
rods, which was provided a smooth flow. Having taught myself to
weld, I completed a short course at Lewes
College to hone up my skills. To complete my first car, I invested in a MIG which speeded up the welding process
and eliminated chipping. I was hooked. MIG was the future of
welding, but gas welding also had a lot going for it until I discovered
TIG welding.
WELDING HISTORY
Welding can trace its historic development back to
ancient times. The earliest examples come from the
Bronze Age. Small gold circular boxes were made by
pressure welding lap joints together. It is estimated
that these boxes were made more than 2000 years ago.
During the Iron Age the Egyptians and people in the
eastern Mediterranean area learned to weld pieces of
iron together. Many tools were found which were made
approximately 1000 B.C.
MIDDLE
AGES
During the Middle Ages, the art of blacksmithing was
developed and many items of iron were produced which
were welded by hammering. It was not until the 19th
century that welding, as we know it today was invented.
1800
Edmund Davy of England is credited with the discovery of
acetylene in 1836. The production of an arc between two
carbon electrodes using a battery is credited to Sir
Humphry Davy in 1800. In the mid-nineteenth century, the
electric generator was invented and arc lighting became
popular. During the late 1800s, gas welding and cutting
was developed. Arc welding with the carbon arc and metal
arc was developed and resistance welding became a
practical joining process.

MIG
and stick arc welding methods each have their own advantages and
disadvantages. Stick welding is useful in shipyards where strong gusts
of wind would blow away any shielding gas. The rolls of MIG wire rust if
not used frequently, whereas welding rods get damp so that the composite
shroud prevents an effective arc being struck until the rod warms up
from sticking on the work piece creating a short that heats the rod up.
Copyright photograph © 5 December 2016. You will need the permission of
Bluebird Marine Systems to use this photograph except for research,
educational or media review purposes.
1880
Auguste De Meritens, working in the Cabot Laboratory in
France, used the heat of an arc for joining lead plates
for storage batteries in the year 1881. It was his
pupil, a Russian, Nikolai N. Benardos, working in the
French laboratory, who was granted a patent for welding.
He, with a fellow Russian, Stanislaus Olszewski, secured
a British patent in 1885 and an American patent in 1887.
The patents show an early electrode holder. This was the
beginning of carbon arc welding. Bernardos' efforts were
restricted to carbon arc welding, although he was able
to weld iron as well as lead. Carbon arc welding became
popular during the late 1890s and early 1900s.
1890
In 1890, C.L. Coffin of Detroit was awarded the first
U.S. patent for an arc welding process using a metal
electrode. This was the first record of the metal melted
from the electrode carried across the arc to deposit
filler metal in the joint to make a weld. About the same
time, N.G. Slavianoff, a Russian, presented the same
idea of transferring metal across an arc, but to cast
metal in a mold.
As
part of a series of Youtube tutorial videos, Leo walks us through the
basics of technologies used in the construction of the
Elizabeth
Swann the world's
fastest hydrogen
powered ship. This installment is how to weld.
1900
Approximately 1900, Strohmenger introduced a coated
metal electrode in Great Britain. There was a thin
coating of clay or lime, but it provided a more stable
arc. Oscar Kjellberg of Sweden invented a covered or
coated electrode during the period of 1907 to 1914.
Stick electrodes were produced by dipping short lengths
of bare iron wire in thick mixtures of carbonates and
silicates, and allowing the coating to dry.
Meanwhile, resistance welding processes were developed,
including spot welding, seam welding, projection welding
and flash butt welding. Elihu Thompson originated
resistance welding. His patents were dated 1885-1900. In
1903, a German named Goldschmidt invented thermite
welding that was first used to weld railroad rails.
Oxy-acetylene
gas welding
Gas welding and cutting were perfected during this
period as well. The production of oxygen and later the
liquefying of air, along with the introduction of a blow
pipe or torch in 1887, helped the development of both
welding and cutting. Before 1900, hydrogen and
coal gas
were used with oxygen. However, in about 1900 a torch
suitable for use with low-pressure acetylene was
developed.
World War I brought a tremendous demand for armament
production and welding was pressed into service. Many
companies sprang up in America and in Europe to
manufacture welding machines and electrodes to meet the
requirements.
1919
Immediately after the war in 1919, twenty members of the
Wartime Welding Committee of the Emergency Fleet
Corporation under the leadership of Comfort Avery Adams,
founded the American Welding Society as a nonprofit
organization dedicated to the advancement of welding and
allied processes.
Alternating current was invented in 1919 by C.J. Holslag;
however it did not become popular until the 1930s when
the heavy-coated electrode found widespread use.

A
portable
gas welding rig
1920
In 1920, automatic welding was introduced. It utilized
bare electrode wire operated on direct current and
utilized arc voltage as the basis of regulating the feed
rate. Automatic welding was invented by P.O. Nobel of
the General Electric Company. It was used to build up
worn motor shafts and worn crane wheels. It was also
used by the automobile industry to produce rear axle
housings.
During the 1920s, various types of welding electrodes
were developed. There was considerable controversy
during the 1920s about the advantage of the heavy-coated
rods versus light-coated rods. The heavy-coated
electrodes, which were made by extruding, were developed
by Langstroth and Wunder of the A.O. Smith Company and
were used by that company in 1927. In 1929, Lincoln
Electric Company produced extruded electrode rods that
were sold to the public. By 1930, covered electrodes
were widely used. Welding codes appeared which required
higher-quality weld metal, which increased the use of
covered electrodes.
During the 1920s there was considerable research in
shielding the arc and weld area by externally applied
gases. The atmosphere of oxygen and nitrogen in contact
with the molten weld metal caused brittle and sometime
porous welds. Research work was done utilizing gas
shielding techniques. Alexander and Langmuir did work in
chambers using hydrogen as a welding atmosphere. They
utilized two electrodes starting with carbon electrodes
but later changing to tungsten electrodes. The hydrogen
was changed to atomic hydrogen in the arc. It was then
blown out of the arc forming an intensely hot flame of
atomic hydrogen during to the molecular form and
liberating heat. This arc produced half again as much
heat as an oxyacetylene flame. This became the atomic
hydrogen welding process. Atomic hydrogen never became
popular but was used during the 1930s and 1940s for
special applications of welding and later on for welding
of tool steels.
H.M. Hobart and P.K. Devers were doing similar work but
using atmospheres of argon and helium. In their patents
applied for in 1926, arc welding utilizing gas supplied
around the arc was a forerunner of the gas tungsten arc
welding process. They also showed welding with a
concentric nozzle and with the electrode being fed as a
wire through the nozzle. This was the forerunner of the
gas metal arc welding process. These processes were
developed much later.

R-TECH -
We loved the feel on this dc inverter based machine.
1930
Stud welding was developed in 1930 at the New York Navy
Yard, specifically for attaching wood decking over a
metal surface. Stud welding became popular in the
shipbuilding and construction industries.
The automatic process that became popular was the
submerged arc welding process. This "under
powder" or smothered arc welding process was
developed by the National Tube Company for a pipe mill
at McKeesport, Pennsylvania. It was designed to make the
longitudinal seams in the pipe. The process was patented
by Robinoff in 1930 and was later sold to Linde Air
Products Company, where it was renamed Unionmelt®
welding. Submerged arc welding was used during the
defense buildup in 1938 in shipyards and in ordnance
factories. It is one of the most productive welding
processes and remains popular today.
1940
Gas tungsten arc welding (GTAW) had its beginnings from
an idea by C.L. Coffin to weld in a nonoxidizing gas
atmosphere, which he patented in 1890. The concept was
further refined in the late 1920s by H.M.Hobart, who
used helium for shielding, and P.K. Devers, who used
argon. This process was ideal for welding magnesium and
also for welding stainless and aluminum. It was
perfected in 1941, patented by Meredith, and named
Heliarc® welding. It was later licensed to Linde Air
Products, where the water-cooled torch was developed.
The gas tungsten arc welding process has become one of
the most important.
The gas shielded metal arc welding (GMAW) process was
successfully developed at Battelle Memorial Institute in
1948 under the sponsorship of the Air Reduction Company.
This development utilized the gas shielded arc similar
to the gas tungsten arc, but replaced the tungsten
electrode with a continuously fed electrode wire. One of
the basic changes that made the process more usable was
the small-diameter electrode wires and the
constant-voltage poser source. This principle had been
patented earlier by H.E. Kennedy. The initial
introduction of GMAW was for welding nonferrous metals.
The high deposition rate led users to try the process on
steel. The cost of inert gas was relatively high and the
cost savings were not immediately available.

ALLCHORN
MARITIME LTD - This is a community interest company that acquired
the Allchorn
boats that offered coastal cruises from Eastbourne Pier to the
Lighthouse and back. The new owners of the hulls are hoping to restore
these fine wooden built vessels to full working order. Copyright photograph © 5 December 2016. You will need the permission of
Bluebird Marine Systems to use this photograph except for research,
educational or media review purposes.
1950
In 1953, Lyubavskii and Novoshilov announced the use of
welding with consumable electrodes in an atmosphere of
CO2 gas. The CO2 welding process immediately gained
favor since it utilized equipment developed for inert
gas metal arc welding, but could now be used for
economically welding steels. The CO2 arc is a hot arc
and the larger electrode wires required fairly high
currents. The process became widely used with the
introduction of smaller-diameter electrode wires and
refined power supplies. This development was the
short-circuit arc variation which was known as
Micro-wire®, short-arc, and dip transfer welding, all
of which appeared late in 1958 and early in 1959. This
variation allowed all-position welding on thin materials
and soon became the most popular of the gas metal arc
welding process variations.
1960
Another variation was the use of inert gas with small
amounts of oxygen that provided the spray-type arc
transfer. It became popular in the early 1960s. A recent
variation is the use of pulsed current. The current is
switched from a high to a low value at a rate of once or
twice the line frequency.
Soon after the introduction of CO2 welding, a variation
utilizing a special electrode wire was developed. This
wire, described as an inside-outside electrode, was
tubular in cross section with the fluxing agents on the
inside. The process was called Dualshield®, which
indicated that external shielding gas was utilized, as
well as the gas produced by the flux in the core of the
wire, for arc shielding. This process, invented by
Bernard, was announced in 1954, but was patented in
1957, when the National Cylinder Gas Company
reintroduced it.
In 1959, an inside-outside electrode was produced which
did not require external gas shielding. The absence of
shielding gas gave the process popularity for
noncritical work. This process was named Innershield®.
The electroslag welding process was announced by the
Soviets at the Brussels World Fair in Belgium in 1958.
It had been used in the Soviet Union since 1951, but was
based on work done in the United States by R.K. Hopkins,
who was granted patents in 1940. The Hopkins process was
never used to a very great degree for joining. The
process was perfected and equipment was developed at the
Paton Institute Laboratory in Kiev, Ukraine, and also at
the Welding Research Laboratory in Bratislava,
Czechoslovakia. The first production use in the U.S. was
at the Electromotive Division of General Motors
Corporation in Chicago, where it was called the
Electro-molding process. It was announced in December
1959 for the fabrication of welded diesel engine blocks.
The process and its variation, using a consumable guide
tube, is used for welding thicker materials.
The Arcos Corporation introduced another vertical
welding method, called Electrogas, in 1961. It utilized
equipment developed for electroslag welding, but
employed a flux-cored electrode wire and an externally
supplied gas shield. It is an open arc process since a
slag bath is not involved. A newer development uses
self-shielding electrode wires and a variation uses
solid wire but with gas shielding. These methods allow
the welding of thinner materials than can be welded with
the electroslag process.
Robert M. Gage invented plasma arc welding in 1957. This
process uses a constricted arc or an arc through an
orifice, which creates an arc plasma that has a higher
temperature than the tungsten arc. It is also used for
metal spraying and for cutting.
The electron beam welding process, which uses a focused
beam of electrons as a heat source in a vacuum chamber,
was developed in France. J.A. Stohr of the French
Atomic
Energy Commission mad the first public disclosure of the
process on November 23, 1957. In the United States, the
automotive and aircraft engine industries are the major
users of electron beam welding.

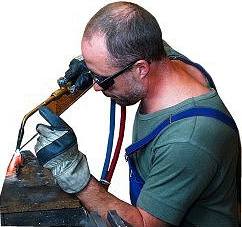
FABRICATION
- "Welding
is an essential skill for fabricators, without it we would be back in
the riveting dark ages - and dependent on nuts and bolts. There is
nothing wrong with rivets and bolting structures together, but it is not
so strong as a fixing that is as strong as the parent metal to the point
where a join can be almost as good as a continuous run of metal."
Here you see an experienced welder/fabricator preparing a steel
weld with an
angle grinder. Nelson
is also a boat builder when not messing about with cars.
Copyright photographs © 5 July 2004. You will need the
permission of Blueplanet Universal Holdings Ltd to use
these photographs legally.
Most Recent
Friction welding, which uses rotational speed and upset
pressure to provide friction heat, was developed in the
Soviet Union. It is a specialized process and has
applications only where a sufficient volume of similar
parts is to be welded because of the initial expense for
equipment and tooling. This process is called inertia
welding.
Laser welding is one of the newest processes. The laser
was originally developed at the Bell Telephone
Laboratories as a communications device. Because of the
tremendous concentration of energy in a small space, it
proved to be a powerful heat source. It has been used
for cutting metals and nonmetals. Continuous pulse
equipment is available. The laser is finding welding
applications in automotive metalworking operations.

WELDING
KIT - In our opinion this has
got to be the Rolls-Royce of welding equipment. This is one of the
welders from the R-Tech range that is extremely versatile. It is a
digital DC welder that is inverter based. It is also one of the few
machines that you can buy that allows the operator to use a 'spool on
gun,' where instead of using the drum inside the machine feeding through
a euro-torch, you can use a gun that has a 0.5kg wire drum spool holder
and drive mechanism mounted on the torch. This is ideal for aluminium
welding where the friction of the euro-torch liner is often enough to
prevent the pinch wheels from being able to deliver wire to the welding
tip. The MTS255S Digital Synergic Inverter MIG, DC TIG and MMA welder features a high 35% duty cycle, Synergic digital control panel with 9 memory store facility, MIG wave adjustment for fine control of welding arc, 5KG reel capacity with optional spool gun system for easy alloy welding. Ideal for maintenance, automotive and fabrication welding.
This machine automatically adjusts wire feed to power/wire type set by operator. It has infinite fine control of welding voltage/amperage to offer very smooth low splatter welds on all
steels and
aluminium due to its inverter technology. The metal wire feed takes 0.6, 0.8 and 1.0mm wire. This
beautiful machine outputs:
250 Amp MIG Welder, 250 Amp DC TIG Welder and 200 Amp Arc/MMA Welder. You
can weld from as low as 25 Amps in MIG mode. The machine is generator Friendly (min rating 10KVA)
and takes
5kg reels of MIG Wire.
CONTACT:
R-Tech Welding Equipment
Limited, Unit G1 & G2 Innsworth Technology Park,
Innsworth Lane, Gloucester, GL3 1DL. Telephone: 01452 733933. Website: http://www.r-techwelding.co.uk/
Copyright photograph © 5 December 2016. You will need the
permission of Bluebird Marine Systems to use this photograph except for
research, educational or media review purposes.
|

|
Welding
& joining technology
TWI
has expertise in all forms of welding,
surfacing, cutting and other joining
methods for metals,
plastics,
composites
and ceramics,
and in the properties of joints. Find out
for yourself using our technology
file and JoinIT®
|
|
|
|

|
Materials
engineering
Corrosion,
cutting,
design
& structural integrity, environment,
joining ( adhesive
bonding, arc
welding, brazing,
electron
beam welding, friction
welding, laser
welding, oxy-fuel
welding, soldering and much more), fatigue,
fracture, manufacturing,
materials
weldability, NDT/NDE,
quality,
surface
engineering.
|
|
|
|

|
Industry
support
TWI
works with industry by supplying
technologies and services that grow
business, reduce costs, improve safety,
manage risk and improve efficiency in aerospace,
construction,
defence,
electronics
& sensors, medical,
off-highway,
oil,
gas & chemical, power,
rail,
road
transport and shipbuilding.
TWI also offers services in asset
management, risk
assessment, corrosion,
surface
engineering, metallurgy,
finite
element analysis, NDT,
plastics
welding, health
and safety, and manufacturing.
|
|
|
|

|
Membership
benefits for companies and individuals
Industrial
Membership
gives companies access to
all TWI's facilities and expertise,
including consultancy,
research,
and information
services (including Weldasearch)
and exclusive parts of JoinIT®.
The
Welding Institute is the UK
professional organisation for welding
engineers. Professional membership offers
many opportunities for professional
development, whilst the Welding
and Joining Society is open to all.
|
|
|
|
|
Problem
solving & exploiting innovation
TWI
carries out confidential Single
Client and Group/Joint
Industry Projects. Members also fund a
Core
Research Programme. EC agencies such
as ERDF and ESF in association with UK
Government Offices and Regional
Development Agencies sponsor Regional
Projects. TWI also forms Collaborative
Projects with joint industrial and
European sponsorship.
|
|
|
|

|
Training
& certification
TWI
runs training
courses and examinations
worldwide. In the UK there are courses on welding
technology, practical
welding, non-destructive testing,
materials performance, materials joining, plastics,
and microelectronics.
Many of these lead to internationally-recognised
qualifications, including CSWIP,
ASNT,
PCN,
BGAS,
EWF/IIW.
Company
Certification is also available.
|
|
|
|

|
Software
TWI
offers software
for sale: Weldspec
(welding procedures), Welderqual
(welder certification), NDTspec
(NDE reports), Welding
Co-ordinator (production welds), RISKWISE
(plant risk assessment), Crackwise
(defect assessment), and multi-media
training software.
|
|
|
|

|
TWI
locations
TWI's
main site is at Granta
Park, Cambridge, UK. It has UK
Regional Technology Centres at
Middlesbrough for the North
East, Sheffield for Yorkshire
and Humber, and Port
Talbot for Wales. There is also a
Training and Qualification Centre at Kuala
Lumpur, Malaysia, and there are agents
around the world.
|
|

|